Conexiones de Puesta a Tierra: Conectores y Soldadura Aluminotérmica
La conexión de puesta a tierra es el punto más crítico del sistema. Como parte de las instalaciones de puesta a tierra están enterradas, sufren corrosión y movimientos de tierra que pueden romper el contacto eléctrico.

La función de las conexiones de puesta a tierra son la garantía de que la corriente de defecto, las descargas atmosféricas o las corrientes parásitas encuentren un camino seguro y de baja impedancia hacia la tierra, activando los dispositivos de protección y manteniendo seguras las tensiones de defecto.
Por el contrario, una conexión deficiente, por oxidación, aflojamiento o corrosión, puede anular por completo la efectividad de incluso el mejor electrodo, creando un punto de alta resistencia que compromete toda la seguridad de la instalación.
Existen 2 métodos principales: la conexión mecánica (mediante grapas o conectores, que requiere revisión) y la soldadura aluminotérmica (fusión química permanente), recomendada para garantizar una vida útil superior a 30 años.
Además, se ha de asegurar la durabilidad de estas conexiones, fundamentalmente porque muchos de estos elementos estarán enterrados o situados en lugares de difícil acceso para su inspección o mantenimiento posterior.
Contenidos
Conexión Mecánica: Grapas, Perrillos y Abrazaderas
La forma clásica de realizar las conexiones de las tomas de tierra siempre ha sido la de utilizar elementos de presión. Estos elementos son del tipo tornillos, tuercas, mordazas, conectores, etc.
Para su instalación se deben utilizar herramientas adecuadas para el apriete de los elementos de presión, como llaves dinamométricas para asegurar la presión correcta.
Son elementos simples y económicos que tienen la gran ventaja de poder ser reparados o reemplazados con mayor facilidad que la soldadura. Ahora bien, las conexiones con elementos de presión pueden tener una menor resistencia mecánica, haciéndolos más vulnerables a vibraciones y esfuerzos mecánicos.
Además, con el tiempo, estas conexiones pueden sufrir corrosión, pudiendo aumentar la resistencia eléctrica y afectar a la conductividad. Por ello, deben revisarse y apretarse periódicamente para garantizar su correcto funcionamiento.
A continuación se observan algunos ejemplos de conectores de presión:

Los tipos de elementos de presión comunes son:
● Grapas para pica: son piezas de bronce o latón que abrazan la cabeza de la pica de cobre. Existen las de tipo "corazón" o "U", que permiten apretar el cable firmemente mediante un tornillo.
● Perrillos (sujetacables): utilizados principalmente para unir dos cables de cobre entre sí o para realizar puentes en registros de tierra.
● Abrazaderas de equipotencialidad: se usan para abrazar tuberías metálicas (agua o gas) y conectarlas a la red de tierra. Suelen ser de acero inoxidable o cobre para evitar el par galvánico.
⚠️ Advertencia: Nunca se debe utilizar abrazaderas de acero galvanizado directamente sobre tuberías de cobre (o viceversa) sin una protección adecuada, ya que la humedad provocará corrosión química y la conexión acabará fallando.
Soldadura Aluminotérmica (Cadweld): Unión Permanente
Para cumplir con los requisitos de durabilidad y asegurar las conexiones tal como lo indica el REBT, actualmente se prefiere utilizar un método de soldadura especial conocido como aluminotérmica o comercialmente como Cadweld.
Esta soldadura no es simplemente una unión mecánica, sino un proceso químico que funde los metales para crear una única pieza sólida de cobre. Es la solución estándar en instalaciones industriales, subestaciones y pararrayos.
Su popularidad se debe a su alto punto de fusión, que garantiza una unión sólida, una buena conductividad eléctrica, durabilidad y facilidad de ejecución. El material de soldadura es el cobre.
Reacción Química de la Soldadura Aluminotérmica
El proceso de la soldadura aluminotérmica se basa en una reacción química exotérmica entre óxido de cobre, aluminio y una fuente de ignición, como se describe en la siguiente ecuación:
El polvo de soldadura contiene óxido de cobre (CuO) y aluminio (Al). Al encenderlo con una fuente de ignición, el aluminio Al reacciona con el oxígeno del CuO, produciendo cobre metálico (Cu) y óxido de aluminio (Al2O3).
Esta reacción genera suficiente calor para fundir el cobre metálico Cu, que se utiliza como material de aporte para la soldadura. El óxido de aluminio Al2O3, al ser menos denso, flota en la parte superior y se separa del cobre Cu.
El cobre líquido actúa como material de relleno, fluyendo hacia la parte inferior del molde para crear la soldadura aluminotérmica.
El equipo de soldadura aluminotérmica está compuesto por:
– Molde de grafito especial: para realizar la soldadura de forma segura.
– Tenazas de soporte: para mantener el molde cerrado y manipular el material con seguridad.
– Cartucho de reacción y disco metálico: son componentes esenciales para la reacción.
– Pistola de ignición: para iniciar la soldadura.
– Materiales de limpieza: como un cepillo metálico, una brocha y un rascador de moldes.
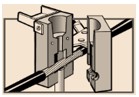
Cómo hacer la Soldadura: Molde de Grafito y Cartucho
El procedimiento para realizar la soldadura aluminotérmica de manera adecuada y segura sería el siguiente:
1º) Retirar el aislamiento del cable en una longitud de 15 cm y limpiar las partes metálicas a soldar para eliminar óxido o suciedad.

2º) Precalentar el molde con un soldador durante 5 minutos para eliminar la humedad y evitar soldaduras porosas.

3º) Posicionar los elementos a soldar dentro del molde siguiendo las instrucciones específicas de cada caso.
4º) Cerrar y bloquear la tenaza del molde para evitar fugas de metal fundido y colocar el disco metálico en la tolva para cerrar el orificio de colada.

5º) Abrir la tapa de color del cartucho y vaciar el polvo de soldadura en la tolva del molde.

6º) Espolvorear el polvo de ignición sobre el polvo de soldadura y el borde del molde para facilitar su ignición.

7º) Cerrar la tapa del molde y encender la pistola sobre el polvo de ignición, retirándola rápidamente para evitar daños.

8º) Esperar un minuto antes de abrir completamente la tenaza del molde y extraer la soldadura con cuidado para no dañar el molde.

9º) Limpiar la escoria de la tolva y el molde con un rascador y una brocha. Si el molde está caliente, se puede realizar otra soldadura sin precalentarlo.

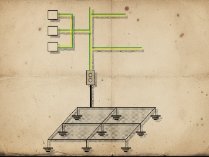
A continuación se observan algunos ejemplos de uniones con soldadura aluminotérmica para interconectar diferentes electrodos:
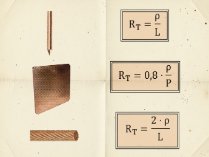
– Unión cable-cable:

– Unión cable-pica:

– Unión cable-placa:

– Unión cable-redondo:

Protección Anticorrosión en Conexiones: Vendas y Geles
El punto más débil de cualquier sistema de puesta a tierra no es el cable ni la pica, sino el punto de unión entre ambos. Al estar enterrados, estos puntos sufren un ataque constante por la humedad y la composición química del suelo, lo que puede arruinar una instalación perfecta en pocos meses.
Incluso si utilizamos las mejores grapas de bronce o hemos realizado una soldadura aluminotérmica, la exposición directa al terreno puede provocar oxidación y corrosión galvánica. Esto crea una capa aislante que impide que la corriente de fuga escape correctamente, elevando la resistencia de la tierra a valores peligrosos.
Vendas Petrolatadas (Venda Denso)
Es la solución clásica y más robusta para proteger conexiones enterradas. Se trata de una venda impregnada en compuestos a base de petrolato (grasas minerales) que es totalmente impermeable.
- Cómo se aplica: se envuelve firmemente alrededor de la grapa y el cable, asegurándose de cubrir al menos 10 cm del conductor que sale de la unión.
- Función: crea una barrera física estanca que impide que el oxígeno y el agua toquen el metal. No se endurece ni se agrieta con el tiempo, adaptándose a los movimientos del terreno.
Geles y Masas Anticorrosivas
Existen geles específicos (a menudo basados en siliconas o grasas conductoras con inhibidores de corrosión) que se aplican antes y después de apretar la grapa.
- Uso: se rellena el interior de la conexión para desplazar el aire y la humedad de los intersticios del cable trenzado.
- Ventaja: son ideales para registros de tierra donde se necesita inspeccionar visualmente la conexión de vez en cuando sin tener que retirar una venda pegajosa.
Pinturas Bituminosas o Galvanizado en Frío
En algunos casos, tras realizar una soldadura, se aplica una capa de pintura de zinc o brea. Solo debe aplicarse en la parte exterior de la unión una vez realizada la conexión, nunca entre las superficies de contacto, ya que la pintura es aislante y aumentaría la resistencia.
Consejo: aunque usemos grapas de alta calidad, siempre debemos protegerlas. Si no disponemos de material específico, una solución de emergencia profesional es cubrir la unión con una generosa capa de grasa hidrófuga y envolverla en cinta de caucho autosoldable.
¿Por qué es vital? Una conexión de cobre enterrada en un suelo ácido puede perder hasta el 50% de su sección efectiva en menos de 2 años debido a la corrosión. El uso de una venda protectora alarga la vida útil de la toma de tierra a más de 30 años sin apenas mantenimiento.
También te puede interesar:
Estructura de la Puesta a Tierra: Esquema, Partes y Secciones
Resistencia de Puesta a Tierra: Cálculo, Tabla y Valor Máximo (Ohmios)

Conductores y Conexión Equipotencial: Qué es y Normativa
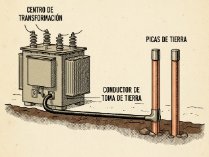
Tierras del Centro de Transformación (CT): ¿Separadas o Unidas?
Cómo Medir la Puesta a Tierra: Telurómetro y Pinza de Bucle
